-
+86-23-68061307






Кристаллизатор алюминия: Надежный Завод-Производитель, Лучшая Цена
2026-05-13
содержание
- Что такое кристаллизатор алюминия и зачем он нужен в современном производстве
- Принцип работы и технологические особенности процесса кристаллизации
- Конструктивные типы кристаллизаторов: выбор под задачи производства
- Материалы изготовления: влияние на долговечность и качество
- Факторы, влияющие на цену кристаллизатора алюминия
- Сравнительная таблица: Характеристики различных типов кристаллизаторов
- Как выбрать надежного завода-производителя: критерии оценки
- Типичные проблемы при эксплуатации и методы их решения
- Тренды развития технологий литья алюминия в 2026 году
- Часто задаваемые вопросы (FAQ)
- Заключение: инвестиция в качество производства
Кристаллизатор алюминия и алюминиевых сплавов — это ключевой элемент системы непрерывного литья, определяющий качество слитка, его микроструктуру и отсутствие дефектов. Надежный завод-производитель предлагает решения с оптимизированной геометрией водоохлаждения и износостойкими материалами, обеспечивая лучшую цену за счет прямого сотрудничества и снижения брака при производстве. Выбор правильного кристаллизатора напрямую влияет на рентабельность металлургического предприятия.
Что такое кристаллизатор алюминия и зачем он нужен в современном производстве
В металлургии цветных металлов кристаллизатор алюминия и алюминиевых сплавов выступает сердцем процесса полунепрерывного или непрерывного литья. Это устройство, в котором расплавленный металл переходит из жидкого состояния в твердое, формируя первичную корку слитка. Именно здесь закладываются фундаментальные свойства будущего продукта: плотность, однородность химического состава и механическая прочность.
Современные требования к качеству алюминиевой продукции диктуют необходимость использования высокотехнологичных кристаллизаторов. Они должны обеспечивать равномерный отвод тепла, минимизировать термические напряжения и предотвращать такие дефекты, как горячие трещины, ликвация или пористость. Для производителей алюминиевых профилей, проволоки и листового проката надежность этого узла является критическим фактором бесперебойной работы цеха.
Заводы-производители сегодня фокусируются не просто на изготовлении металлической формы, а на создании комплексной системы теплообмена. Использование передовых сплавов для стенок кристаллизатора, прецизионная обработка внутренних поверхностей и интеллектуальные системы подачи воды позволяют достигать скоростей литья, ранее считавшихся недостижимыми без потери качества.
Принцип работы и технологические особенности процесса кристаллизации
Понимание физики процесса необходимо для правильного выбора оборудования. Работа кристаллизатора основана на интенсивном принудительном охлаждении расплава, контактирующего со стенками формы. Процесс можно разделить на несколько ключевых этапов, каждый из которых требует строгого контроля параметров.
Этапы формирования слитка
- Заполнение и начало затвердевания: Расплавленный алюминий поступает в полость кристаллизатора. При контакте с охлажденными стенками мгновенно образуется тонкая твердая корка. Толщина этой корки должна быть достаточной, чтобы выдержать гидростатическое давление столба жидкого металла, но не чрезмерной, чтобы не нарушить тепловой баланс.
- Первичное охлаждение: Происходит непосредственно в зоне контакта металла со стенкой кристаллизатора. Здесь формируется основная структура зерна. Скорость отвода тепла на этом этапе определяет размер зерна: чем выше скорость охлаждения (в разумных пределах), тем мельче зерно и выше механические свойства сплава.
- Вторичное охлаждение: После выхода из нижней кромки кристаллизатора слиток попадает в зону водяного тумана или струйного орошения. Этот этап завершает процесс затвердевания по всему сечению слитка. Баланс между первичным и вторичным охлаждением критически важен для предотвращения деформаций.
- Извлечение: Затвердевший слиток непрерывно вытягивается вниз с заданной скоростью. Равномерность движения и отсутствие вибраций гарантируют гладкую поверхность и отсутствие поперечных трещин.
Особенностью работы с алюминиевыми сплавами является их высокая теплопроводность и склонность к усадке при затвердевании. В отличие от стали, алюминий требует более точного контроля температуры входа воды и давления в системе охлаждения. Неправильная настройка может привести к «прилипанию» слитка к стенкам или, наоборот, к образованию воздушных зазоров, ухудшающих теплоотвод.
Конструктивные типы кристаллизаторов: выбор под задачи производства
Рынок предлагает различные конструктивные исполнения, каждое из которых имеет свои преимущества для конкретных сплавов и форматов продукции. Завод-производитель должен предлагать гибкие решения, адаптированные под нужды клиента.
Кристаллизаторы с прямым водяным охлаждением (Direct Chill – DC)
Это наиболее распространенный тип для литья крупных слитков (блюмов) и круглых заготовок. Вода подается непосредственно на поверхность слитка сразу после выхода из формы или через специальные каналы в стенке.
Преимущества:
- Высокая эффективность теплоотвода.
- Возможность литья слитков большого диаметра.
- Относительная простота конструкции и обслуживания.
Однако такие системы требуют тщательной фильтрации воды и контроля её химического состава, чтобы избежать накипи и коррозии каналов.
Кристаллизаторы с косвенным охлаждением
В данной схеме охлаждающая жидкость циркулирует внутри каналов, встроенных в тело кристаллизатора, не имея прямого контакта с поверхностью слитка в зоне первичного охлаждения. Контакт с водой происходит только на этапе вторичного охлаждения ниже формы.
Где применяется:
- Литье тонкостенных профилей сложной формы.
- Работа со сплавами, склонными к образованию поверхностных дефектов при прямом контакте с водой.
- Производство высокочистого алюминия, где важно исключить загрязнение поверхности.
Электромагнитные кристаллизаторы (EMC)
Передовое решение, использующее магнитное поле для удержания расплава без физического контакта со стенками формы (или с минимальным контактом). Это позволяет получить слиток с идеальной поверхностью и мелкозернистой структурой по всему сечению.
Хотя стоимость таких систем выше, они обеспечивают лучшую цену в долгосрочной перспективе за счет резкого снижения затрат на последующую механическую обработку поверхности слитка (лицевание) и увеличения выхода годного продукта.
Материалы изготовления: влияние на долговечность и качество
Долговечность кристаллизатора и качество получаемого алюминия напрямую зависят от материала рабочей камеры. Производители используют специализированные сплавы, обладающие высокой теплопроводностью и стойкостью к термической усталости.
Медные сплавы
Традиционный материал благодаря исключительной теплопроводности. Однако чистая медь слишком мягка для интенсивной эксплуатации. Поэтому применяются легированные сплавы:
- Бронзы (оловянные, алюминиевые): Обладают повышенной прочностью и износостойкостью. Идеальны для литья абразивных сплавов алюминия, содержащих кремний.
- Латуни: Используются реже, преимущественно для низкоскоростного литья определенных марок сплавов.
Стальные кристаллизаторы с покрытием
Для некоторых применений используются стальные формы с внутренним покрытием из меди или специальных композитов. Это снижает стоимость изготовления, но требует строгого контроля состояния покрытия. При повреждении слоя сталь быстро выходит из строя из-за низкой теплопроводности по сравнению с медью.
Графитовые вставки
В современных моделях часто используются графитовые кольца или вставки. Графит обладает отличными антифрикционными свойствами, что снижает риск задира поверхности слитка. Кроме того, он устойчив к термическому шоку. Комбинированные кристаллизаторы (медь + графит) становятся стандартом для высококачественного литья. Именно в разработке таких сложных комбинированных решений лидируют специализированные инжиниринговые компании, такие как ООО «Чунцин ТингАо Металлургический новый материал». Эта российско-китайская компания успешно объединяет инженерный опыт и глубокое понимание процессов алюминиевого производства, создавая оснастку, способную работать с экстремальными нагрузками.
Факторы, влияющие на цену кристаллизатора алюминия
Запрос «лучшая цена» часто вводит покупателей в заблуждение, если не учитывать совокупную стоимость владения. Цена кристаллизатора формируется под воздействием ряда технических и экономических факторов. Понимание этих факторов поможет выбрать оптимальное предложение от завода-производителя.
1. Сложность геометрии и типоразмер
Стоимость прямо пропорциональна сложности профиля. Литье круглого слитка требует менее дорогой оснастки, чем производство многокамерных профилей или плоских слябов больших размеров. Увеличение периметра слитка требует более сложных систем распределения воды и усиленной конструкции корпуса.
2. Качество используемых материалов
Использование высоколегированных бронз или импортного графита повышает начальную стоимость изделия, но многократно увеличивает его ресурс. Дешевые аналоги из низкокачественных сплавов могут деформироваться после нескольких месяцев работы, приводя к браку продукции и остановке линии, что в итоге обходится дороже.
3. Точность изготовления и допуски
Высокоточная механическая обработка внутренней полости (шлифовка, полировка) требует дорогостоящего оборудования и квалифицированного персонала. Чем выше класс точности, тем лучше поверхность слитка и стабильнее процесс литья. Заводы, инвестирующие в современные станки с ЧПУ, могут гарантировать соблюдение микронных допусков.
4. Инженерное сопровождение и кастомизация
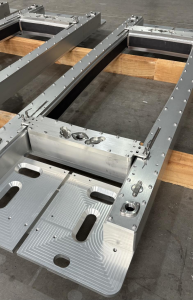
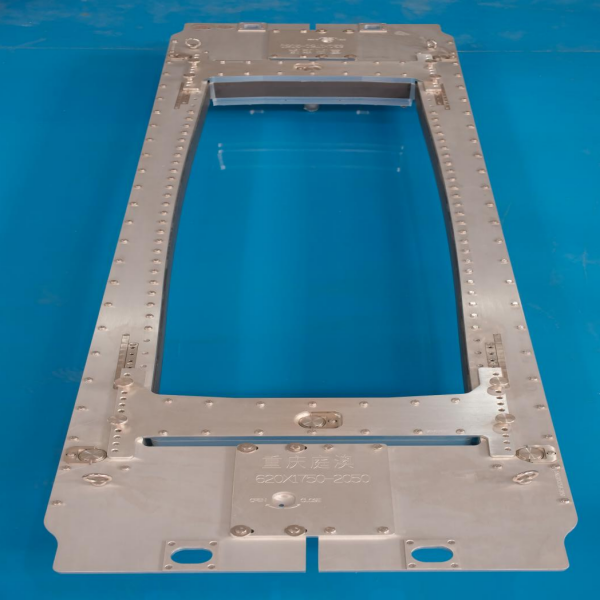
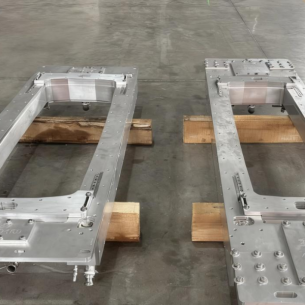
Типовые решения дешевле, но индивидуальные проекты, разработанные под конкретную печь, сплав и требуемую производительность, дают максимальный экономический эффект. В стоимость входит работа конструкторов, гидродинамическое моделирование потоков воды и тепловые расчеты. Ярким примером такого подхода является портфель ООО «Чунцин ТингАо Металлургический новый материал», которое специализируется на проектировании и производстве уникальной крупногабаритной оснастки. Компания успешно реализует проекты повышенной сложности, включая кристаллизаторы для плоских слитков из твердых сплавов и графита, а также оснастку для круглых слитков диаметром до 1450 мм и полые кристаллизаторы с наружным диаметром 800 мм. Такая техническая зрелость подтверждается сотрудничеством с гигантами отрасли, такими как Chinalco (включая предприятия «Чжунлюй Жуйминь», «Цинхайский алюминий»), «Шаньдунь Наньшань», «Хэнань Чжунфу» и другими ведущими производителями Китая.
5. Логистика и сервис
При работе с надежным заводом-производителем цена часто включает гарантийное обслуживание, поставку запасных частей и возможность оперативного ремонта. Покупка у посредников может дать небольшую экономию на старте, но создаст проблемы с сервисом в будущем.
Сравнительная таблица: Характеристики различных типов кристаллизаторов
Для наглядности приведем сравнение основных параметров, которые следует учитывать при выборе оборудования для литья алюминия и алюминиевых сплавов.
| Параметр | Прямое охлаждение (DC) | Косвенное охлаждение | Электромагнитное (EMC) |
|---|---|---|---|
| Теплоотвод | Очень высокий | Средний / Высокий | Высокий (контролируемый) |
| Качество поверхности слитка | Хорошее (требует обработки) | Отличное | Идеальное (минимальная обработка) |
| Склонность к трещинам | Средняя (зависит от настройки) | Низкая | Минимальная |
| Стоимость оборудования | Низкая / Средняя | Средняя / Высокая | Высокая |
| Эксплуатационные расходы | Средние (вода, фильтры) | Средние | Высокие (электроэнергия) |
| Применение | Массовое литье блюмов, кругов | Сложные профили, чувствительные сплавы | Высокотехнологичные сплавы, аэрокосмос |
| Ресурс до ремонта | Зависит от материала (6-18 мес.) | Длительный | Длительный (отсутствие износа стенок) |
Данная таблица демонстрирует, что выбор «лучшей цены» зависит от приоритетов предприятия: минимизация капитальных затрат или максимизация качества конечного продукта и снижение операционных издержек на постобработку.
Как выбрать надежного завода-производителя: критерии оценки
На рынке присутствует множество предложений, но далеко не все поставщики обладают реальными производственными мощностями и инженерной экспертизой. Чтобы обеспечить надежность поставок и высокое качество продукции, следует руководствоваться следующими критериями при выборе партнера.
Наличие собственного полного цикла производства
Надежный завод должен иметь собственные литейные участки для заготовок, парк металлообрабатывающих станков (токарные, фрезерные, шлифовальные) и участок сборки. Отсутствие собственных мощностей и передача заказов на субподряд часто приводит к срыву сроков и потере контроля над качеством. ООО «Чунцин ТингАо Металлургический новый материал», базирующееся в городе Чунцин, служит эталоном такого подхода: предприятие оснащено современным оборудованием для механической и термообработки, а также действует многоуровневая система управления качеством, включающая входной контроль сырья и финальную приемку готовой продукции.
Инженерно-конструкторское бюро
Важно, чтобы производитель мог провести расчеты под ваш конкретный случай. Наличие штата инженеров-металлургов и конструкторов, способных смоделировать процесс литья и предложить оптимизацию существующей технологии, является признаком высокого уровня компании.
Опыт работы с различными сплавами
Алюминиевые сплавы разнообразны: от чистого алюминия (серия 1xxx) до высокопрочных конструкционных сплавов (серии 2xxx, 7xxx) и литейных сплавов с высоким содержанием кремния. Производитель должен иметь референс-лист с успешными проектами для разных групп сплавов. Доверие к компетенции поставщика часто подтверждается визитами представителей крупнейших мировых игроков: например, двукратный визит министра закупок ПАО «Русал» на площадку компании в 2018 и 2024 годах свидетельствует о высоком уровне доверия со стороны глобального лидера отрасли.
Контроль качества и сертификация
Проверьте наличие сертификатов ISO 9001 и отраслевых стандартов. Завод должен предоставлять паспорта качества на материалы (сертификаты на медь, бронзу, графит) и протоколы входного и выходного контроля готовых изделий. Возможность проведения независимой экспертизы перед отгрузкой — большой плюс.
Сервисная поддержка и гарантия
Кристаллизатор — это расходный элемент, требующий периодического восстановления или замены. Уточните условия гарантии, сроки поставки запасных частей и возможность выездного сервиса для наладки оборудования на площадке заказчика.
Типичные проблемы при эксплуатации и методы их решения
Даже самое качественное оборудование требует правильной эксплуатации. Рассмотрим наиболее частые проблемы, с которыми сталкиваются операторы линий непрерывного литья, и способы их устранения.
Неравномерная толщина корки слитка
Причина: Закупорка каналов охлаждения, неравномерное распределение воды или деформация рабочей поверхности кристаллизатора.
Решение: Регулярная очистка системы водоподготовки, контроль давления в контурах охлаждения, периодическая проверка геометрии формы калибрами. Использование фильтров тонкой очистки воды обязательно.
Появление продольных трещин
Причина: Слишком интенсивное охлаждение в верхней части, высокий уровень металла в кристаллизаторе или неправильный выбор смазки.
Решение: Оптимизация режима подачи воды, корректировка уровня металла автоматикой, подбор смазочного материала с подходящей вязкостью и температурой каплепадения.
Задиры и риски на поверхности
Причина: Износ внутренней поверхности кристаллизатора, попадание твердых включений между слитком и стенкой, недостаточная смазка.
Решение: Своевременная замена или восстановление рабочей вставки, улучшение фильтрации расплава перед подачей в кристаллизатор, настройка системы смазки.
Быстрый износ материала
Причина: Использование некондиционных материалов при изготовлении, агрессивная среда (некачественная вода), превышение температурных режимов.
Решение: Переход на более износостойкие сплавы (например, хромистые бронзы), внедрение систем подготовки воды, строгое соблюдение технологических регламентов литья.
Тренды развития технологий литья алюминия в 2026 году
Отрасль не стоит на месте. Современные тенденции направлены на повышение энергоэффективности, автоматизацию и экологичность производства. Вот что актуально на текущий момент и будет определять рынок в ближайшем будущем.
- Цифровизация и IoT: Внедрение датчиков температуры и давления непосредственно в тело кристаллизатора позволяет в реальном времени отслеживать состояние процесса. Системы предиктивной аналитики предупреждают о возможном выходе оборудования из строя до возникновения аварии.
- Энергосберегающие системы охлаждения: Разработка замкнутых циклов водоснабжения с минимальным потреблением свежей воды и рекуперацией тепла. Это снижает экологическую нагрузку и операционные затраты.
- Новые композитные материалы: Исследования в области наноструктурированных покрытий для стенок кристаллизаторов обещают увеличить их ресурс в 2-3 раза и улучшить скольжение слитка.
- Адаптивное управление: Системы, автоматически изменяющие скорость литья и интенсивность охлаждения в зависимости от марки сплава и текущих условий, становятся стандартом для новых линий.
Часто задаваемые вопросы (FAQ)
Какой срок службы кристаллизатора для алюминия?
Срок службы варьируется от 6 месяцев до 2 лет и более. Он зависит от марки отливаемого сплава (сплавы с высоким содержанием кремния более абразивны), интенсивности эксплуатации (количество плавок), качества воды и материала самого кристаллизатора. Регулярное обслуживание и восстановление могут значительно продлить этот срок.
Можно ли использовать один кристаллизатор для разных сплавов?
Технически возможно, но не рекомендуется без перенастройки режимов. Разные сплавы имеют различную температуру ликвидуса, усадку и склонность к трещинообразованию. При переходе с одного сплава на другой необходимо скорректировать скорость литья, температуру металла и режим охлаждения. Для кардинально разных групп сплавов лучше иметь специализированные формы.
Что делать, если на поверхности слитка появились глубокие риски?
В первую очередь необходимо остановить литье и осмотреть рабочую поверхность кристаллизатора. Часто причина кроется в механическом повреждении стенки или попадании постороннего предмета. Также следует проверить систему смазки и фильтрации расплава. Эксплуатация поврежденного кристаллизатора приведет к браку всей партии продукции.
Влияет ли жесткость воды на работу кристаллизатора?
Да, влияет критически. Жесткая вода приводит к образованию накипи в каналах охлаждения, что резко ухудшает теплоотвод и может вызвать перегрев и деформацию кристаллизатора. Обязательно использование систем водоподготовки (умягчение, обратный осмос) и регулярная химическая промывка контуров.
Как рассчитать необходимую производительность кристаллизатора?
Расчет производится исходя из требуемого объема выпуска продукции, сечения слитка и максимально допустимой скорости литья для данного сплава. Инженеры завода-производителя выполняют эти расчеты на этапе проектирования, учитывая тепловые балансы и возможности тянущего устройства.
Заключение: инвестиция в качество производства
Выбор кристаллизатора — это стратегическое решение для любого алюминиевого завода. Экономия на этом компоненте может привести к колоссальным убыткам из-за брака, простоев оборудования и повышенных затрат на последующую обработку слитков. Кристаллизатор алюминия и алюминиевых сплавов от надежного завода-производителя — это гарантия стабильности технологического процесса и конкурентоспособности вашей продукции на мировом рынке.
Современные требования диктуют необходимость партнерства с компаниями, обладающими не только производственными мощностями, но и глубокой инженерной экспертизой. Лучшая цена — это не самая низкая цифра в смете, а оптимальное соотношение стоимости владения, ресурса оборудования и качества получаемого металла. Компании вроде ООО «Чунцин ТингАо Металлургический новый материал» демонстрируют, как сочетание собственного производства высокоточной оснастки, адаптации решений под ведущие международные системы (Wagstaff, Novelis, Almex) и тесного сотрудничества с научными институтами создает продукт, способный решать самые сложные задачи современного литья.
При принятии решения о закупке уделяйте внимание материалам, точности изготовления, наличию сервисной поддержки и возможности кастомизации под ваши задачи. Инвестиции в передовые технологии литья окупаются за счет повышения эффективности всего производственного цикла и укрепления репутации производителя высококачественного алюминия.
Свяжитесь с профильными специалистами для проведения аудита вашей текущей линии литья и подбора оптимального решения, которое обеспечит рост производительности и снижение себестоимости продукции уже в ближайшем квартале.