-
+86-23-68061307






Оснастка кристаллизатора с масляно-воздушной смазкой: Заводская цена от производителя
2026-05-14
содержание
- Принцип работы и ключевые преимущества системы масляно-воздушной смазки
- Конструктивные особенности оснастки для круглых слитков
- Факторы формирования цены и экономическая эффективность
- Руководство по выбору поставщика и критерии качества
- Практические аспекты эксплуатации и обслуживания
- Ответы на часто задаваемые вопросы (FAQ)
- Заключение: Инвестиция в будущее вашего производства
Оснастка кристаллизатора с масляно-воздушной смазкой для круглых слитков — это высокотехнологичное решение, обеспечивающее стабильное формирование металлической заготовки и минимизацию трения между стенкой медной гильзы и затвердевающим металлом. Данная система позволяет достичь идеального качества поверхности слитка, значительно снизить расход смазочных материалов по сравнению с эмульсионными аналогами и увеличить ресурс дорогостоящей оснастки. Использование воздушно-масляной смеси гарантирует равномерное распределение смазки по периметру кристаллизатора, что является критически важным фактором для предотвращения продольных трещин и задигов при непрерывном литье.
Принцип работы и ключевые преимущества системы масляно-воздушной смазки
Технология непрерывного литья металла претерпевает постоянные изменения, направленные на повышение эффективности и снижение себестоимости конечной продукции. В центре этого процесса находится кристаллизатор — сердце литейной машины. Традиционные методы смазки, использующие водные эмульсии или графитовые суспензии, часто сталкиваются с проблемами неравномерного смачивания, загрязнения окружающей среды и сложностью контроля толщины смазочной пленки. Оснастка кристаллизатора с масляно-воздушной смазкой для круглых слитков представляет собой эволюционный шаг в решении этих проблем.
Принцип действия основан на дозированной подаче чистого масла в поток сжатого воздуха. Специальные смесители создают аэрозоль, где каждая капля масла окружена воздушной оболочкой. Эта смесь подается непосредственно в зазор между медной гильзой кристаллизатора и поверхностью формирующегося слитка. Воздух выполняет функцию транспортировщика, доставляя масло точно в зону контакта, где под воздействием высоких температур он испаряется, оставляя на поверхности металла тончайшую, но чрезвычайно прочную масляную пленку.
Ключевым преимуществом такой системы является возможность точного контроля количества подаваемой смазки. В отличие от жидкостных систем, где часть смазки просто стекает вниз или выгорает без пользы, воздушно-масляная система доставляет 100% объема масла в рабочую зону. Это приводит к существенной экономии ресурсов. Кроме того, отсутствие воды в зоне кристаллизации исключает риск гидрогенного насыщения металла, что особенно важно для таких сплавов, как алюминий, медь и их сплавы, чувствительных к содержанию водорода.
Современные установки оснащаются автоматическими системами управления, которые синхронизируют подачу смазки со скоростью литья. При изменении скорости вытягивания слитка система мгновенно корректирует объем подаваемой смеси, обеспечивая неизменное качество поверхности независимо от режима работы машины. Это делает оснастку кристаллизатора с масляно-воздушной смазкой незаменимым инструментом для производств, работающих с широким сортаментом профилей и частой сменой марок сплавов.
Сравнение с традиционными методами смазки
Для понимания ценности данной технологии необходимо рассмотреть её в сравнении с устаревшими методами. Ниже приведена таблица, демонстрирующая основные различия между воздушно-масляной смазкой и традиционной эмульсионной системой.
| Параметр сравнения | Воздушно-масляная смазка (Масло-Воздух) | Традиционная эмульсия (Масло-Вода) |
|---|---|---|
| Расход смазочного материала | Минимальный (до 90% экономии) | Высокий, значительные потери на стекание |
| Качество поверхности слитка | Высокое, отсутствие дефектов типа “рябь” | Среднее, возможны неравномерности смачивания |
| Влияние на экологию | Отсутствие сточных вод, чистое производство | Требуется очистка больших объемов сточных вод |
| Риск насыщения металла водородом | Отсутствует (нет воды в зоне контакта) | Высокий риск при нарушении состава эмульсии |
| Условия труда персонала | Чисто, нет брызг и тумана | Загрязнение пола, риск скольжения, туман |
| Стоимость обслуживания | Низкая (простая система трубопроводов) | Высокая (насосы, фильтры, системы очистки воды) |
Как видно из таблицы, переход на систему масляно-воздушной смазки несет в себе комплексный экономический и технологический эффект. Снижение эксплуатационных расходов происходит не только за счет экономии самого масла, но и благодаря устранению затрат на подготовку воды, очистку стоков и утилизацию отходов. Кроме того, улучшение качества поверхности слитка снижает объем механической обработки на последующих этапах производства, что напрямую влияет на маржинальность продукта.
Конструктивные особенности оснастки для круглых слитков
Разработка и производство оснастки кристаллизатора с масляно-воздушной смазкой для круглых слитков требует глубокого понимания гидродинамики процессов кристаллизации и тепловых режимов. Круглый профиль имеет свою специфику: равномерность охлаждения по всему периметру является залогом отсутствия овальности и внутренних напряжений. Оснастка должна обеспечивать не только подачу смазки, но и эффективный отвод тепла через стенки медной гильзы.
Основным элементом системы является сама медная гильза (кристаллизатор). В современных моделях, предназначенных для работы с воздушно-масляной смазкой, внутренняя поверхность гильзы подвергается специальной обработке. Часто применяется хромирование или нанесение композитных покрытий, которые улучшают скольжение и снижают адгезию расплавленного металла к стенкам. Геометрия внутреннего канала может иметь микро-канавки или специальную текстуру, способствующую лучшему распределению аэрозоля.
Система подачи смазки интегрируется непосредственно в корпус кристаллизатора или в опорный стол. Каналы подачи выполнены с высокой точностью, чтобы обеспечить одинаковое давление и расход смеси во всех точках ввода. Для круглых слитков обычно используется кольцевая система распределения или несколько равномерно расположенных форсунок, направленных тангенциально или радиально к поверхности слитка. Важнейшим элементом является смесительный блок, где происходит соединение масла и воздуха.
Смесители современного типа работают по принципу прогрессивного деления потока. Они гарантируют, что каждая точка выхода получит строго определенную порцию смеси, независимо от длины трубопровода до этой точки. Это исключает ситуацию, когда дальние форсунки получают меньше смазки, чем ближние. Материалы, используемые для изготовления компонентов оснастки, должны обладать высокой коррозионной стойкостью и способностью выдерживать циклические термические нагрузки.
Типы конфигураций для различных диаметров
Универсальность оснастки достигается за счет модульного принципа построения. Завод-производитель предлагает решения для широкого диапазона диаметров круглых слитков — от небольших лабораторных образцов до промышленных заготовок большого сечения. Конфигурация каналов и количество точек ввода смазки варьируются в зависимости от диаметра слитка.
- Малые диаметры (до 50 мм): Характеризуются высокой скоростью литья. Здесь критически важна точность дозирования, так как избыток масла может привести к его накоплению и возгоранию, а недостаток — к задирам. Используется компактная система с одним или двумя контурами подачи.
- Средние диаметры (50–200 мм): Наиболее распространенный сегмент для производства прутков и трубных заготовок. Применяется многоточечная система подачи с автоматической регулировкой в зависимости от марки сплава. Оснастка часто комплектуется датчиками температуры для мониторинга теплоотвода.
- Крупные диаметры (более 200 мм): Требуют мощного охлаждения и интенсивной смазки из-за большой площади контакта и массы металла. Здесь используются усиленные конструкции кристаллизаторов с развитой системой каналов охлаждения водой и многозонной подачей масляно-воздушной смеси.
Каждая конфигурация проходит тщательные испытания на гидравлическом стенде перед отправкой заказчику. Проверяется герметичность соединений, равномерность потока и соответствие заявленным параметрам расхода. Такой подход гарантирует, что оснастка кристаллизатора, полученная клиентом, будет готова к немедленной установке и работе в тяжелых условиях литейного цеха.
Факторы формирования цены и экономическая эффективность
Вопрос стоимости является одним из определяющих при принятии решения о модернизации литейного оборудования. Заводская цена от производителя на оснастку кристаллизатора с масляно-воздушной смазкой формируется под влиянием ряда объективных факторов. Понимание этих факторов позволяет заказчику оценить обоснованность сметы и спрогнозировать срок окупаемости инвестиций.
Первым и основным фактором является материалоемкость изделия. Медь и ее сплавы, используемые для изготовления гильз кристаллизатора, являются цветными металлами с высокой рыночной стоимостью. Колебания биржевых цен на медь напрямую влияют на себестоимость продукции. Однако завод-производитель, имея прямые контракты с металлургическими комбинатами и собственные запасы сырья, способен сглаживать эти колебания и предлагать фиксированные цены на определенный период.
Второй фактор — сложность механической обработки и точность изготовления. Производство кристаллизатора требует использования высокоточных станков с ЧПУ, специального инструмента для расточки внутренних полостей и нанесения покрытий. Квалификация персонала, занимающегося сборкой и настройкой системы смазки, также вносит вклад в конечную стоимость. Чем выше класс точности и сложнее геометрия (например, для специфических сплавов), тем выше цена.
Третий фактор — комплектация системы управления и автоматики. Базовая версия оснастки может включать только механические компоненты и простейшие регуляторы потока. Расширенная версия комплектуется электронными блоками управления, сенсорными панелями, датчиками давления и расхода, а также программным обеспечением для интеграции в общую систему управления литейной машиной. Наличие таких опций увеличивает начальную стоимость, но многократно повышает удобство эксплуатации и надежность процесса.
Структура затрат и ROI (Возврат инвестиций)
При оценке целесообразности покупки не следует смотреть только на цену закупки. Гораздо важнее рассчитать совокупную стоимость владения (TCO) и срок окупаемости. Переход на масляно-воздушную смазку обычно окупается в течение 6–18 месяцев эксплуатации, в зависимости от интенсивности работы предприятия.
Основные статьи экономии, формирующие быстрый возврат инвестиций:
- Сокращение расхода смазочных материалов: Потребление специального масла снижается в 5–10 раз по сравнению с расходом эмульсии в пересчете на сухой остаток.
- Увеличение срока службы кристаллизатора: Отсутствие абразивного воздействия воды и продуктов коррозии, а также более мягкий режим трения продлевают жизнь медной гильзы в 1.5–2 раза.
- Снижение брака: Улучшение качества поверхности снижает процент отбраковки слитков на этапе визуального контроля и уменьшает объем снятия поверхностного слоя при последующей обработке.
- Экологические платежи: Ликвидация необходимости очистки больших объемов загрязненной воды и утилизации отработанной эмульсии существенно снижает экологические издержки предприятия.
Таким образом, даже если первоначальная цена оснастки кажется выше, чем у простых аналогов, реальная экономия начинается с первого дня работы. Завод-производитель готов предоставить детальный технико-экономический расчет для конкретного клиента, учитывая его текущие объемы производства, используемые сплавы и действующие тарифы на энергоносители и материалы.
Руководство по выбору поставщика и критерии качества
Выбор поставщика оснастки для кристаллизатора — это стратегическое решение, от которого зависит бесперебойность всего производственного цикла. Рынок предлагает множество вариантов, но лишь единица производителей обладает полным циклом создания продукта: от проектирования и литья заготовок до финальной сборки и пусконаладки. При выборе партнера следует руководствоваться рядом строгих критериев, гарантирующих получение качественного продукта.
Во-первых, необходимо убедиться в наличии собственного конструкторского бюро и производственной базы. Компания, которая лишь перепродает изделия сторонних заводов, не сможет обеспечить оперативную техническую поддержку, изготовление запасных частей в сжатые сроки или адаптацию оборудования под специфические требования заказчика. Заводская цена возможна только при прямом сотрудничестве с производителем, минуя посредников.
Ярким примером такого системного подхода является ООО «Чунцин ТингАо Металлургический новый материал» — российско-китайская инжиниринговая компания, специализирующаяся на проектировании и производстве высокоточной литейной оснастки для алюминиевой промышленности. Базируясь в городе Чунцин, предприятие объединяет передовой инженерный опыт и глубокое понимание процессов непрерывного литья. Компания успешно адаптирует свои решения под ведущие мировые стандарты (совместимость с системами Wagstaff, Novelis, Almex), что делает её надежным партнером для модернизации существующих линий.
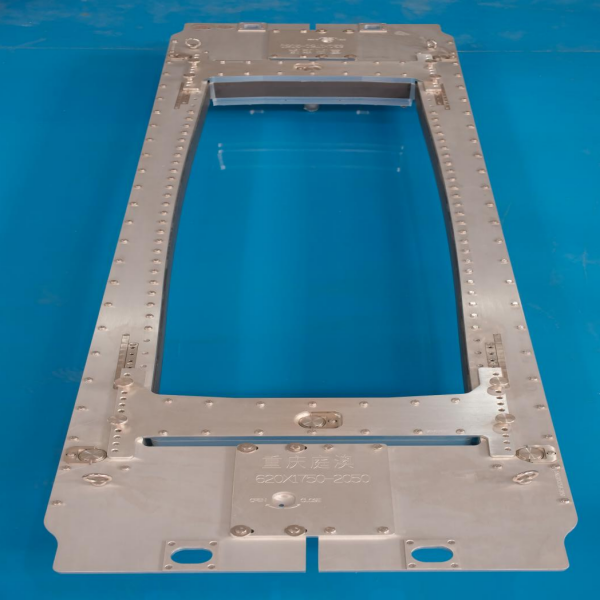
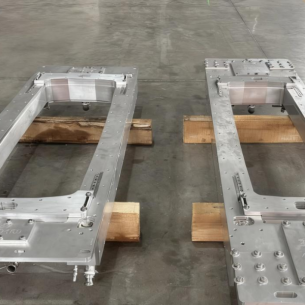
Производственный портфель ООО «Чунцин ТингАо» охватывает весь спектр необходимого оборудования: от кристаллизаторов для плоских и круглых слитков (включая уникальные модели диаметром до 1450 мм и полые кристаллизаторы) до вспомогательных систем, таких как заправочные станции для масла и газа, помпы для литейной смазки и фильтровальные коробки. Особое внимание уделяется крупногабаритной и сложной оснастке, подтверждающей техническую зрелость компании. Доверие к качеству продукции подтверждается долгосрочным сотрудничеством с гигантами отрасли, такими как Chinalco, Nanshan Aluminium, а также визитами представителей ПАО «Русал» на производственную площадку завода.
Во-вторых, важен опыт работы именно с системой масляно-воздушной смазки. Технология имеет свои нюансы, и универсальные производители литейного оборудования не всегда обладают достаточной компетенцией в этой узкой нише. Следует запросить референс-лист и связаться с действующими клиентами, чтобы узнать о реальном сроке службы оснастки и качестве сервиса.
В-третьих, обратите внимание на сервисную политику. Поставщик должен предлагать не только продажу оборудования, но и шеф-монтаж, обучение персонала, а также гарантийное и постгарантийное обслуживание. Возможность быстрой поставки расходных материалов (форсунок, фильтров, уплотнений) является критическим фактором для минимизации простоев.
Чек-лист при заказе оснастки
Чтобы процесс заказа прошел гладко, а полученное оборудование полностью соответствовало ожиданиям, рекомендуется использовать следующий чек-лист при взаимодействии с производителем:
- Техническое задание: Четко определите диаметр слитка, марку заливаемого сплава, максимальную скорость литья и требуемую производительность.
- Совместимость: Уточните габаритные размеры и интерфейсы подключения к существующей литейной машине. Возможно ли использование старой водяной рубашки или требуется полная замена узла?
- Комплектация: Проверьте, входит ли в поставку система подготовки воздуха (фильтры, редукторы), насосная станция для масла и шкаф управления.
- Гарантийные обязательства: Внимательно изучите условия гарантии. Какие узлы покрыты гарантией? Каков срок? Какие действия аннулируют гарантию?
- Документация: Убедитесь, что вместе с оборудованием будут предоставлены паспорта, инструкции по эксплуатации и ремонту на русском языке, а также чертежи для изготовления быстроизнашивающихся деталей.
Соблюдение этих пунктов позволит избежать скрытых затрат и неприятных сюрпризов в процессе монтажа и эксплуатации. Прямой диалог с инженерами завода-производителя на этапе предпроектной проработки часто выявляет возможности для оптимизации конструкции, которые не очевидны на первый взгляд.
Практические аспекты эксплуатации и обслуживания
Даже самая совершенная оснастка кристаллизатора с масляно-воздушной смазкой требует правильного обращения и регулярного обслуживания. Долговечность оборудования и стабильность качества слитка напрямую зависят от соблюдения регламентных работ персоналом литейного цеха. Ошибки на этапе эксплуатации могут нивелировать все преимущества передовой технологии.
Одним из главных требований является качество используемых материалов — воздуха и масла. Сжатый воздух должен быть очищен от влаги, пыли и масел компрессора. Наличие конденсата в воздушной линии может привести к нарушению процесса распыления и попаданию воды в кристаллизатор, что недопустимо. Поэтому установка качественных фильтров-осушителей и регулярная проверка их состояния являются обязательными процедурами.
Масло должно соответствовать спецификациям производителя оснастки. Обычно применяются специальные синтетические или полусинтетические масла с высокой температурой вспышки и отличными смазывающими свойствами при высоких температурах. Использование неподходящих масел может привести к образованию нагара на стенках кристаллизатора, засорению форсунок и ухудшению теплоотвода.
Типовой регламент технического обслуживания
Для поддержания системы в рабочем состоянии рекомендуется придерживаться следующего графика обслуживания:
- Ежесменно: Визуальный контроль давления воздуха и уровня масла в баке. Проверка отсутствия утечек в соединениях. Осмотр поверхности выходящего слитка на предмет дефектов смазки.
- Еженедельно: Проверка работы дозаторов и смесителей. Очистка внешних фильтров воздушной линии. Контроль равномерности подачи смеси по всем точкам (при возможности).
- Ежемесячно: Полная диагностика системы. Замена картриджей фильтров тонкой очистки. Проверка калибровки датчиков расхода и давления. Очистка форсунок от возможных отложений.
- При каждой кампании (смене сплава или диаметра): Тщательная промывка линий подачи масла воздухом. Проверка состояния внутренней поверхности медной гильзы. Настройка параметров подачи под новый режим литья.
Регулярное выполнение этих процедур позволяет предотвратить внезапные отказы и сохранить высокое качество продукции. Важно также вести журнал обслуживания, где фиксируются все проведенные работы, замененные детали и замеченные отклонения. Эта информация бесценна при анализе причин возможных проблем и планировании будущих ремонтов.
Ответы на часто задаваемые вопросы (FAQ)
В процессе внедрения и эксплуатации системы масляно-воздушной смазки у специалистов предприятий возникает ряд типовых вопросов. Ниже представлены ответы на наиболее популярные из них, основанные на многолетнем опыте завода-производителя.
1. Можно ли переоборудовать старый кристаллизатор под масляно-воздушную смазку?
В большинстве случаев это возможно. Конструкция многих стандартных кристаллизаторов допускает модернизацию. Требуется замена или доработка системы подвода смазки, установка новых форсунок и подключение к системе подготовки воздуха и масла. Однако для некоторых устаревших моделей может потребоваться полная замена узла кристаллизации. Точный ответ можно получить только после анализа чертежей конкретного оборудования нашими инженерами.
2. Какое масло рекомендуется использовать?
Мы рекомендуем использовать специализированные масла для литья цветных металлов, разработанные специально для систем MQL (Minimum Quantity Lubrication). Эти масла обладают оптимальной вязкостью для распыления и высокой термостабильностью. Конкретная марка масла подбирается в зависимости от типа заливаемого сплава (алюминий, медь, магний и т.д.) и температурного режима литья. Мы предоставляем список рекомендованных поставщиков масел, прошедших тестирование в наших лабораториях.
3. Насколько сложно настроить систему?
Современные системы оснащены интуитивно понятными интерфейсами настройки. Первоначальная настройка производится нашими специалистами при пусконаладке. В дальнейшем оператору достаточно выбирать программу литья из памяти контроллера, и все параметры (расход масла, давление воздуха) устанавливаются автоматически. Ручная коррекция требуется крайне редко и выполняется через сенсорную панель за несколько минут.
4. Есть ли риск возгорания масла?
Риск возгорания сведен к минимуму благодаря использованию малых объемов масла и его подаче в виде аэрозоля, который мгновенно испаряется в зоне контакта. Температура вспышки специальных масел значительно превышает температуру в зоне кристаллизации. Тем не менее, соблюдение правил пожарной безопасности и наличие исправной системы пожаротушения в цеху остаются обязательными требованиями.
5. Каков срок поставки оснастки?
Стандартные модели кристаллизаторов и комплектов оснастки часто имеются в наличии на складе завода, что позволяет отгрузить их в течение нескольких дней после оплаты. Изготовление нестандартной оснастки по индивидуальным чертежам занимает от 2 до 6 недель в зависимости от сложности конструкции и текущей загрузки производственных линий. Мы всегда стремимся минимизировать сроки поставки, понимая важность времени для наших клиентов.
Заключение: Инвестиция в будущее вашего производства
Внедрение оснастки кристаллизатора с масляно-воздушной смазкой для круглых слитков — это не просто замена одного компонента оборудования на другой. Это комплексная модернизация технологического процесса, ведущая к качественно новому уровню производства. Сочетание передовых инженерных решений, высококачественных материалов и глубокой экспертизы завода-производителя позволяет создать продукт, который становится надежным фундаментом для роста эффективности вашего бизнеса.
Переход на данную технологию открывает двери к производству продукции премиум-класса, снижению экологической нагрузки и существенной экономии операционных бюджетов. В условиях жесткой конкуренции на рынке металлопродукции такие преимущества становятся решающим фактором успеха. Прямое сотрудничество с производителем, таким как ООО «Чунцин ТингАо Металлургический новый материал», гарантирует получение наилучших условий, персонализированный подход и уверенность в том, что каждое вложенное средство работает на развитие вашего предприятия.
Не откладывайте модернизацию на потом. Свяжитесь с нами сегодня, чтобы получить подробную консультацию, рассчитать экономический эффект для вашего конкретного случая и сделать первый шаг к повышению конкурентоспособности вашего производства. Наши специалисты готовы ответить на любые вопросы и предложить оптимальное решение, соответствующее вашим задачам и бюджету.