-
+86-23-68061307






Китайские литейные установки для алюминия?
2026-01-05
Когда слышишь этот вопрос, первое, что приходит в голову — дешево. И это главное заблуждение. Да, цена часто точка входа, но если ты на производстве, то знаешь: дешевый кристаллизатор или литниковая система могут обойтись дороже всего проекта. Говорю это, глядя на трещину в отливке, которая пошла именно из-за неправильно рассчитанного охлаждения в китайской оснастке, купленной лет пять назад. Но с тех пор многое изменилось. Сейчас речь не просто о копировании, а о вполне осмысленных инженерных решениях, особенно от компаний, которые глубоко в теме, как, например, ООО Чунцин ТингАо Металлургический новый материал (Chongqing Tingao). Они не просто продавцы железа, они заточены под проектирование и производство именно литейной оснастки — кристаллизаторов, литниковых систем. Это ключевое отличие.
Цена против стоимости владения: где кроется реальная экономия
Итак, цена привлекает. Ты сравниваешь предложение от европейского производителя и, скажем, каталог с сайта cqtingao.ru, и разница в 40-50% решает. Но вот первая партия отливок. Проблемы начинаются с стойкости. Матрица или кристаллизатор изнашиваются быстрее, чем ожидалось. Не потому что сталь плохая — часто она вполне приличная, H13 или подобная. Но обработка, точность термообработки, качество поверхности рабочих каналов… Здесь и теряется экономия. Стойкость в 30-40 тысяч циклов против заявленных 60-ти — это простой, переналадка, брак.
Однако, если работать не с random-поставщиком, а с инжиниринговой компанией, которая сама проектирует и знает процесс, история меняется. Они могут предложить не просто чертеж, а расчет тепловых полей, рекомендации по доработке под твой конкретный сплав (скажем, AlSi7Mg или AlCu4Ti). Это уже переход от цены оборудования к стоимости цикла отливки. Экономия появляется не на закупке, а на стабильности производства и снижении процента брака.
Личный пример: заказывали комплект оснастки для ответственного корпуса. Местный (наш, российский) производитель запросил космос. Немцы — еще больше. Обратились через партнеров в Китай, но с жестким ТЗ и привлечением инженеров из Чунцин Тингао к обсуждению техпроцесса. Да, потратили месяц на переписку и уточнения. Но в итоге получили оснастку, где были учтены наши риски по усадочным раковинам. Первые отливки пошли почти без доводки. Вот эта экономия времени на запуск — она бесценна.
Кристаллизаторы: сердце процесса, а не просто форма
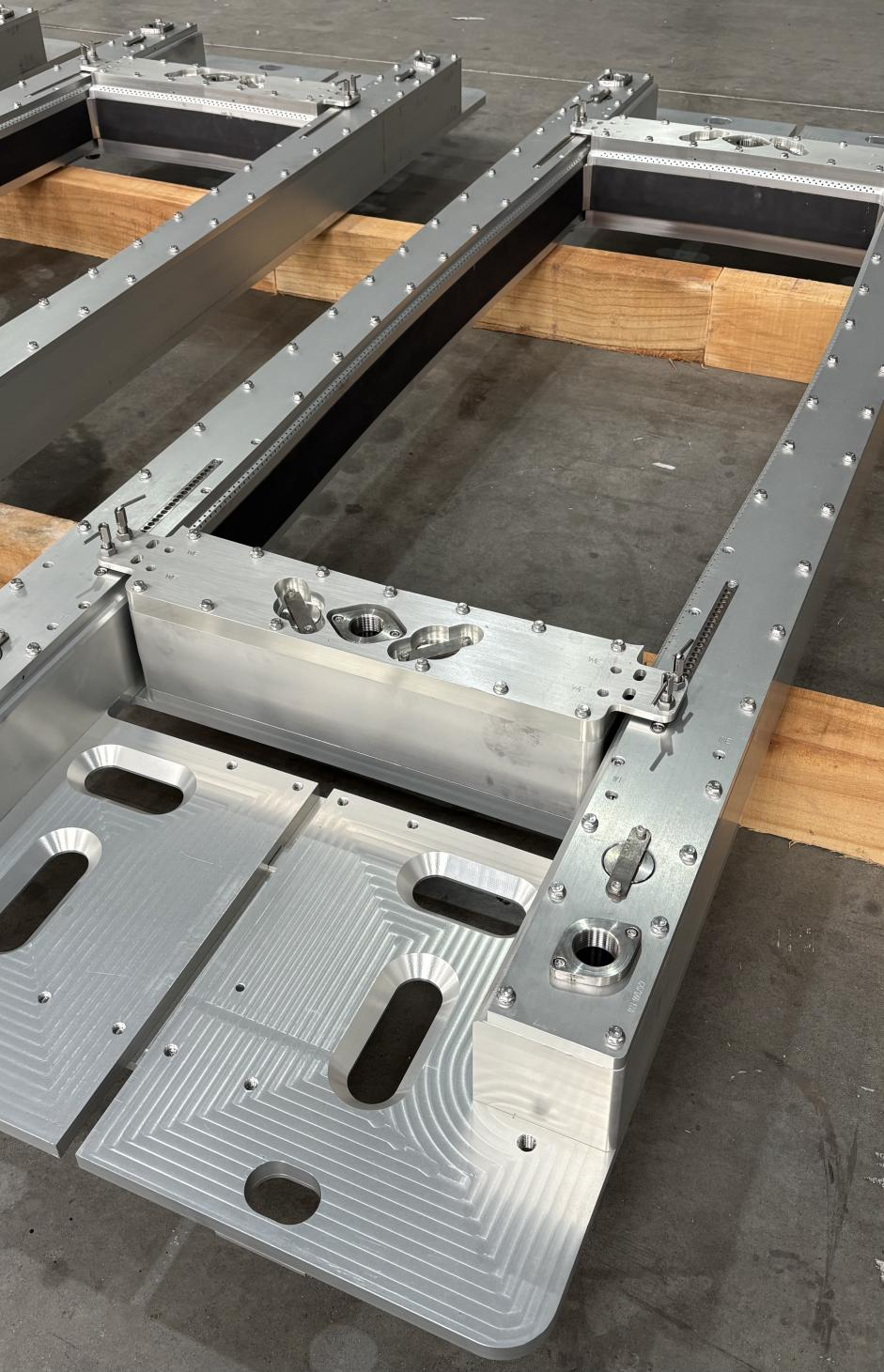
Вот на чем чаще всего экономят при заказе из Азии — на кристаллизаторах для непрерывного или полунепрерывного литья алюминиевых слитков. Считается, что это просто медная болванка с каналом. На деле — это сложнейший теплообменник. Геометрия канала, угол конусности, система охлаждения — все влияет на структуру слитка, на возникновение внутренних напряжений и трещин.
Китайские производители сейчас предлагают огромный выбор: от стандартных графитированных до накладных кристаллизаторов с комбинированным охлаждением. Проблема в другом: твой литейный агрегат может иметь свои нюансы. Скорость вытягивания, состав охлаждающей воды, ее температура. Если поставщик, как та же Tingao, специализируется на этом, он запросит эти параметры и скорректирует конструкцию. Если нет — пришлют каталогное решение. Оно будет лить, но качество поверхности слитка или равномерность структуры по сечению будут плавать.
Однажды видел, как из-за неправильно подобранного профиля канала в кристаллизаторе китайского производства (не от Tingao, а от другого завода) на слитках постоянно возникала продольная полосность. Боролись с этим месяца три — меняли смазку, скорость, температуру металла. Пока не заказали новый кристаллизатор с пересчитанными параметрами. Оказалось, в оригинальном был слишком резкий переход в зоне вторичного охлаждения. Мелочь? Нет, причина постоянного технологического брака.
Вспомогательные материалы: темная лошадка качества
Мало кто при заказе установок думает о сопутствующих материалах. А зря. Качество литейных покрытий, разделительных смазок, фильтров для расплава — это напрямую влияет на жизнь оснастки и чистоту отливки. Здесь китайский рынок — это джунгли. Есть откровенный суррогат, а есть вполне конкурентоспособные продукты.
Чунцин Тингао, судя по их описанию, как раз и занимается коммерциализацией таких вспомогательных материалов. Это важный момент. Если компания сама разрабатывает покрытия для кристаллизаторов, значит, она понимает, как они взаимодействуют с поверхностью стали и расплавом алюминия. Это синергия. Заказывая у них оснастку, логично попробовать и их же материалы. Часто они оптимизированы друг под друга.
На своем опыте: перешли на китайское покрытие для кокиля (рекомендованное поставщиком оснастки). По стойкости не уступало немецкому, но давало лучшую отделяемость отливки. И, что критично, не дымило так сильно в цеху. Но был и провал: пробовали дешевый аналог фильтрующей плиты для расплава. Не выдержал термического удара, раскрошился прямо в литниковой чаше, и весь мусор пошел в отливку. Пришлось срочно возвращаться к проверенному бренду. Вывод: на материалах для самого процесса литья экономить опасно, но и игнорировать новых азиатских разработчиков не стоит.
Инжиниринг и коммуникация: где рождается успешный проект
Самая большая головная боль при работе с китайскими поставщиками — не качество стали, а недопонимание на этапе проектирования. Ты присылаешь чертеж детали. Они делают чертеж оснастки. Часто — без запроса критичных данных: усадка конкретного сплава, места установки выпора, предпочтительный тип литниковой системы. Они делают как обычно. А твое обычное может отличаться.
Здесь и определяется уровень поставщика. Компании, которые позиционируют себя как проектировщики, а не просто механообработчики, ведут диалог. Задают вопросы. Предлагают варианты. Сайт ООО Чунцин ТингАо сразу указывает на специализацию в проектировании. Это сигнал. В идеале, нужно проводить совместные онлайн-совещания с инженерами, с скриншотами расчетов в симуляторах литья (если они у них есть). Да, это требует времени и хорошего технического английского (или терпеливого переводчика). Но это единственный способ получить не просто железо, а работоспособный инструмент.
Был у меня негативный опыт, когда из-за спешки согласовали их стандартный проект литниковой системы. В итоге, металл в форму заходил с таким турбулентным потоком, что захватывал оксидные пленки. Отливки по механике проходили, но на рентгене видна была несплошность. Пришлось допиливать систему самим, теряя время. Теперь настаиваю на симуляции заполнения и затвердевания. Если поставщик не может ее предоставить — это повод насторожиться.
Логистика, гарантии и что будет после
Допустим, оснастка спроектирована и изготовлена. Дальше — доставка. Сейчас с этим проще, но все равно заложи минимум 4-6 недель на море. И вот она приходит. Приемка — критичный этап. Нужно проверять все: твердость в ключевых точках, соответствие чертежам, чистоту обработки каналов. Лучше, если в контракте будет пункт о приемке по видеосвязи перед отгрузкой. Многие нормальные производители на это идут.
Гарантии. Обычно дают гарантию на материалы и изготовление, скажем, 12 месяцев. Но по факту, если через полгода эксплуатации появилась трещина, доказать, что это производственный дефект, а не следствие твоих нарушений режима литья (скажем, перегрев), крайне сложно. Поэтому так важен начальный диалог и четкое ТЗ. Постпродажная поддержка — это часто слабое место. Ждать прилета их инженера для пусконаладки дорого и долго. Поэтому ищи поставщика, у которого есть грамотные технари, способные дистанционно разобраться в проблеме по фото и видео.
Резюмируя. Китайские литейные установки и оснастка для алюминия — это уже давно не лотерея, а осознанный выбор с четким пониманием рисков. Ключ к успеху — выбор не завода-изготовителя, а инжинирингового партнера, который вникает в твой процесс. Специализация, как у упомянутой Чунцин Тингао на кристаллизаторах и материалах, — хороший признак. Экономия должна считаться не на этапе заказа, а на этапе стабильного выпуска качественных отливок. И да, всегда закладывай время и бюджет на возможную доводку оснастки уже у себя в цеху. Идеальный вариант с первого раза получается редко, даже с самым гениальным поставщиком.