-
+86-23-68061307






Где найти производителя такой оснастки?
2026-01-15
Значит, вопрос в заголовке. Сразу скажу, что ответ в интернете — это только начало долгой дороги, а часто и путь в никуда, если не понимать, что именно ищешь. Многие, особенно те, кто только начинает сталкиваться с необходимостью заказа специфической оснастки, думают, что главное — найти хоть кого-то, кто делает кристаллизаторы или литниковые системы. А потом получают ворох проблем: нестыковки по чертежам, непонятные материалы, вечные задержки. И ладно если речь о прототипе, а если о серии? Тут уже не до шуток.
С чего обычно начинаются поиски и первые шишки
Чаще всего ищут по запросам вроде производство литейной оснастки или изготовление кристаллизаторов. Вылезают десятки сайтов. Часть — чистые перекупщики или посредники, которые сами никогда в цеху не стояли. Их выдает шаблонный текст, общие фразы про высокое качество и индивидуальный подход, но полное отсутствие конкретики по технологиям, станкам или, что важнее, по материалам. Я как-то клюнул на красивый сайт одной якобы производственной фирмы из Подмосковья. Обсудили проект кристаллизатора для алюминиевого сплава, вроде сошлись. А в итоге они просто перезаказали его в Китае, добавив свою накрутку, и полностью потеряли контроль над сроками и качеством обработки внутренних каналов. Пришлось разрывать контракт, теряя время и предоплату.
Другая частая ловушка — локальные небольшие цеха, которые берутся за всё подряд. Они могут хорошо сделать простую оснастку, но со сложной, где нужны точные расчеты теплоотвода, специфические покрытия рабочей поверхности или особая сталь, начинаются проблемы. Они не отказываются, делают, но результат… Например, кристаллизатор начинал потеть уже на третьей плавке, появлялись раковины в отливке. Оказалось, вопрос был в неправильной термообработке и отсутствии нужного защитного слоя. Цех с этим не справился, потому что у них не было ни опыта, ни нужного оборудования для такой финишной обработки.
Отсюда первый вывод: искать нужно не просто производителя, а специализированного производителя, который глубоко в теме именно вашего типа оснастки и материалов. Если вам нужен кристаллизатор для алюминия — его делают не так, как для меди или стали. И уж точно его не должен делать завод, основная продукция которого — штампы для металлопроката.
Критерии, на которые стоит смотреть в первую очередь
Итак, на что я теперь смотрю, когда оцениваю потенциального поставщика. Первое — открытость в части технологической цепочки. Хорошая компания не скрывает, на каком оборудовании работает (ЧПУ, электроэрозия, проволочные станки), какие использует стали (скажем, марки H13, DIN 1.2344 — это must have для стойкой оснастки), как подходит к вопросам проектирования. Если на сайте только фото готовых изделий и контактная форма — это плохой знак.
Второе — наличие собственного конструкторского отдела или, как минимум, грамотных технологов, которые готовы вникнуть в вашу задачу, а не просто принять чертеж к исполнению. Часто ведь бывает: присылаешь им модель, а они задают уточняющие вопросы по литниковой системе, по углам вывода, по способу охлаждения. Это сразу видно. Такие вопросы от производственников дорогого стоят.
Третье, и это пришло с горьким опытом, — вопросы логистики и сопровождения. Крупную, тяжелую оснастку еще нужно доставить. Идеально, если у производителя есть отработанные схемы доставки, он помогает с таможенным оформлением (если поставка из-за рубежа), дает гарантию и, что критично, техническую поддержку. Потому что даже идеально сделанный кристаллизатор может вести себя по-разному на разном литейном оборудовании, и нужно, чтобы с тобой были на связи, чтобы оперативно решить вопрос.
Пример из практики: как выглядит нормальный контакт
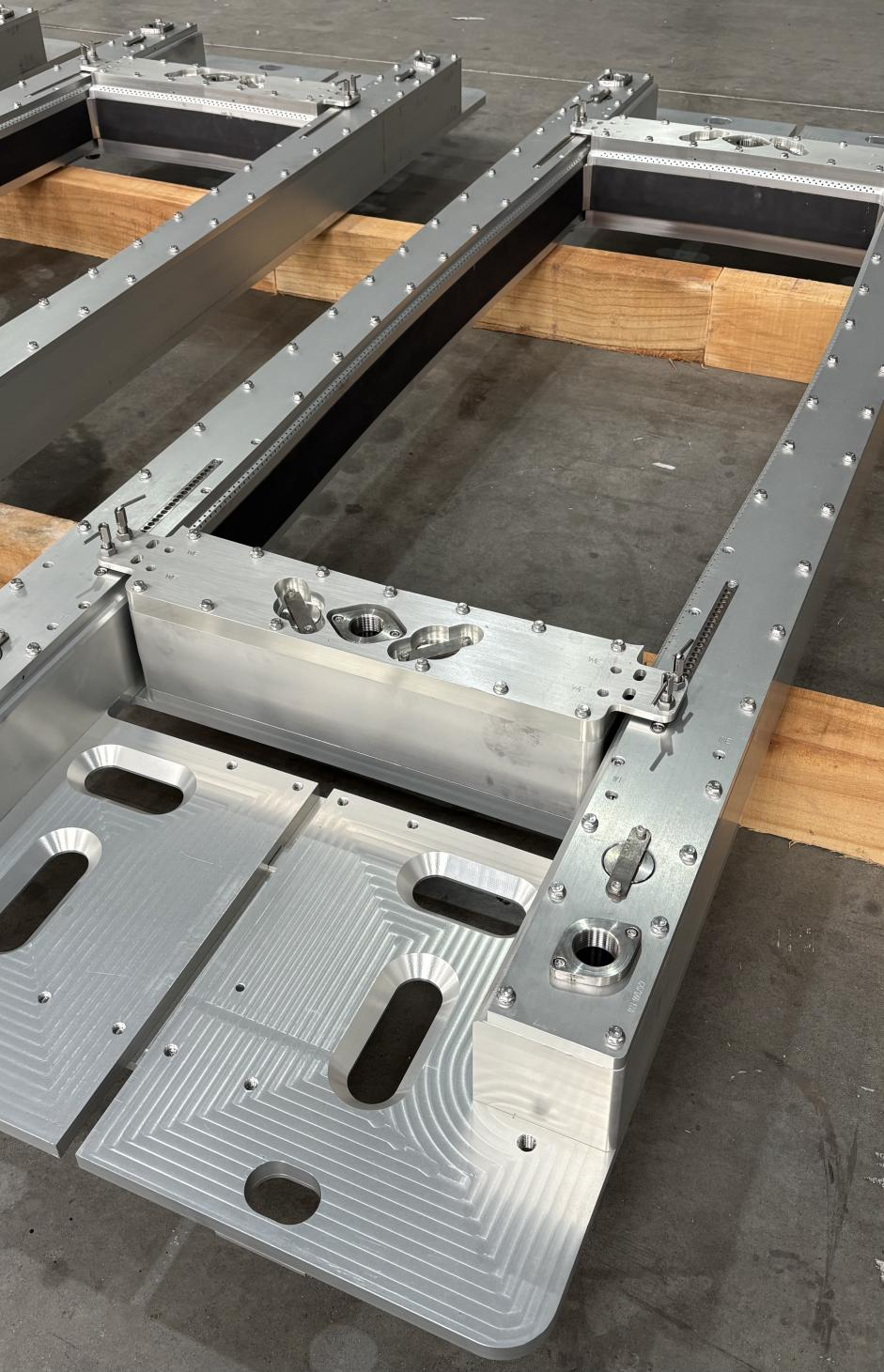
Недавно искали поставщика для серии сложных кристаллизаторов под новый сплав. В процессе наткнулся на сайт ООО Чунцин ТингАо Металлургический новый материал (https://www.cqtingao.ru). Честно, поначалу отнесся скептически — китайское производство. Но описание компании зацепило: они прямо заявляют о специализации на проектировании и производстве именно литейной оснастки, в частности кристаллизаторов для алюминиевых сплавов, и на разработке вспомогательных материалов для литья. Это уже узкая специализация, а не делаем всё.
Решил написать, приложив техзадание. Отклик был нешаблонным. Менеджер, который связался, явно технически подкованный, сразу уточнил детали по температурным режимам, предполагаемой стойкости, спросил про предпочтения по материалу рабочей вставки. Потом подключили их инженера. Мы провели несколько онлайн-совещаний, где они на основе своей базы предлагали варианты конструкции, обосновывали выбор марки стали, рассказывали про свои методы обработки поверхности для улучшения отвода тепла и предотвращения пригара.
Самое главное — они не боялись сложностей и не давали пустых обещаний. Где-то говорили: здесь мы рекомендуем увеличить радиус, по нашему опыту, это снизит турбулентность, а где-то: этот параметр мы не можем гарантировать без пробной отливки, но можем предложить вариант с регулируемым элементом. Это и есть тот самый диалог на уровне специалистов. В итоге заказ сделали у них. Оснастка пришла в срок, упакованная с умом, с полным пакетом документов, включая протоколы контроля. Работает стабильно. Конечно, это один кейс, но он показателен.
Что еще важно, кроме самого производства
Часто упускают из виду вопрос сопутствующих материалов. Хороший производитель оснастки часто является и разработчиком или как минимум грамотным поставщиком вспомогательных материалов — различных покрытий, смазок, разделительных составов. Потому что он понимает, как его оснастка будет взаимодействовать с этими материалами в процессе литья. Компания Чунцин Тингао, к примеру, в своей деятельности как раз совмещает оба направления. Это серьезный плюс. Когда тебе не только делают железо, но и могут проконсультировать, чем его смазывать и как обслуживать для максимального ресурса — это уровень доверия совсем другой.
Еще один момент — тестовые испытания. Крупные и солидные производители часто имеют возможность провести пробные отливки на своей или партнерской площадке, чтобы предоставить заказчику не просто оснастку, а оснастку, проверенную в условиях, близких к реальным. Это, конечно, влияет на стоимость и сроки, но зато снимает массу рисков. Спросите об этом на переговорах. Если в ответ слышите невнятное мычание — стоит задуматься.
И не забывайте про документацию. Качественный паспорт на изделие, чертежи (в том числе как построено), рекомендации по эксплуатации — это не мелочь, а признак культуры производства. Потерять такой пакет — потом голову сломаешь при доработках или ремонте.
Резюме: куда смотреть и что делать
Итак, возвращаясь к заголовку Где найти?. Сейчас мой алгоритм такой. Сначала — глубокая специализация потенциального партнера. Ищем не просто металлообработка, а проектирование и производство литейной оснастки для цветных сплавов. Изучаем сайт: есть ли технические статьи, описание процессов, фотографии цехов, а не только глянцевые картинки продукции.
Потом — первый контакт. Задаем конкретный, немного каверзный технический вопрос по нашему проекту. Смотрим на скорость и, главное, на содержание ответа. Ответ в духе наши менеджеры свяжутся с вами — мимо. Ответ с вопросами на понимание сути — продолжаем диалог.
Запрашиваем портфолио, желательно с кейсами, похожими на наш. Уточняем про используемые материалы, оборудование, возможность инженерной поддержки на этапе проектирования. И обязательно обсуждаем логистику, гарантии и постгарантийное обслуживание.
Да, такой поиск занимает время. Гораздо дольше, чем просто написать первому попавшемуся в выдаче. Но он экономит нервы, деньги и, в конечном счете, репутацию, когда твое производство не стоит из-за брака в отливках по вине некачественного кристаллизатора. Оснастка — это не та вещь, на которой можно сэкономить, выбрав самого дешевого поставщика. Это фундамент процесса. И искать под него нужно не просто камень, а камень с известными и проверенными свойствами.